濟南MD传媒视频新聞中心包含公司動態、公告、產品新聞等(děng)多種模塊(kuài),為您展示最新、最全的企業資訊,讓您(nín)了解更多包裝檢測行業的最新技(jì)術。
濟南MD传媒视频新聞中心包含公司動態、公告、產品新聞等(děng)多種模塊(kuài),為您展示最新、最全的企業資訊,讓您(nín)了解更多包裝檢測行業的最新技(jì)術。 LabthinkMD传媒视频(guāng)擁有完(wán)善的服務體係,百餘人的專業服務團隊,能以多種語言通過電話、網(wǎng)絡、移動平台、現場(chǎng)等多種途徑為全球用戶提供真誠、專業、及時(shí)、持續的服(fú)務(wù)和技術支持。
LabthinkMD传媒视频(guāng)擁有完(wán)善的服務體係,百餘人的專業服務團隊,能以多種語言通過電話、網(wǎng)絡、移動平台、現場(chǎng)等多種途徑為全球用戶提供真誠、專業、及時(shí)、持續的服(fú)務(wù)和技術支持。

| 摘要 | PA/LDPE複合膜在熱(rè)封(fēng)過程中常出現熱封不良的質量問題,本研究針對該問題采用多(duō)款熱封(fēng)及拉力測試設備,固定(dìng)熱封壓力及熱封時間(或稱為密封時間(jiān)),結合熱封區域形態是(shì)否良好,選取可達到最佳熱粘強度及熱(rè)封強度的熱封溫度(或稱為密封溫度)。由此,為(wéi)該(gāi)複合膜(mó)或采用LDPE作(zuò)為熱封層(céng)的複合膜使用企業在包裝過程中提供可參考的依據。 |
|---|---|
| 關鍵字 | PA/LDPE複合膜,熱封溫(wēn)度,熱(rè)封性,熱粘性 |
| 文檔 | 點擊查看PDF文檔 |
劉東芳1 於(yú)佳佳2 陳欣(xīn)2
(1. 國家包裝產品質量監督檢驗中(zhōng)心,濟南 250102;2. 濟南MD传媒视频機電技術(shù)有限公司,濟南 250031)
在食品及醫療器械行業,PA/LDPE複合膜是較為常(cháng)見的包裝用(yòng)薄膜,因為(wéi)PA具有較好的韌(rèn)性及阻隔性,LDPE具有(yǒu)優良的熱封性[1-2]。但是PA/LDPE複合膜在應用過程中,卻經常出現熱封過度或(huò)其他熱封不(bú)良的(de)現(xiàn)象,甚至在包裝線上出現熱粘性較差的包裝(zhuāng),導致包裝內(nèi)容物變質或(huò)泄露(lù)等質量問題。上述問題大部分是由熱封溫度、熱封時間(jiān)或壓力不合適引起,多數企業不(bú)了解所使用包材的熱封及熱粘性(xìng),甚至不知道(dào)所使用的包材(cái)材質,盲目的選擇熱封溫度等工藝參(cān)數,導致熱封過度等問題[3-5]。針對上(shàng)述問題,我們選(xuǎn)擇常(cháng)用的PA/LDPE複合膜包裝作為研究對象,試驗(yàn)研究其熱封性及熱粘性最優參數,采(cǎi)用(yòng)相關拉力試驗機進行測試(shì)。通過(guò)固定延(yán)遲時間,測試試樣在不同(tóng)溫度下的熱粘強度,並繪製熱粘曲(qǔ)線,從而得到具有良好熱粘性試樣的最佳密封(fēng)溫度範圍(wéi)。另外,通過固定熱封壓力、持續時間這兩個熱(rè)封參數,在不同熱封溫度下熱封試樣,測試熱(rè)封(fēng)強度,繪製熱封曲線,確定(dìng)PA/LDPE在良好熱封性能下的最佳熱封溫度範圍。上述(shù)研究可為采用LDPE作為熱封層的(de)複合(hé)膜使用企業提供一定的生產參考。
1. 試驗
1.1 試驗(yàn)設(shè)備
HTT-L1熱粘(zhān)拉(lā)力試驗儀:濟南MD传媒视频(guāng)機電技術有限公司生(shēng)產,密(mì)封溫度範圍為室溫(wēn) ~ 250 ℃,密封時間及熱粘時間(jiān)均為0.1 s ~ 999.9 s,密封壓力為0.05 MPa ~ 0.7 MPa,試驗速度為100、150、200、300、500、hot tack六檔可選,力值量程為0 N ~ 200 N,0 N ~ 30 N,0 N ~ 50 N,0 N ~ 100 N四(sì)檔可選。適用(yòng)於塑料薄膜、複合膜等包裝材(cái)料的熱(rè)粘性能的測(cè)試。同時也適用(yòng)於膠粘劑、膠(jiāo)粘帶、不幹膠、膠黏複合品、複(fù)合膜、塑料薄膜、紙張等軟(ruǎn)質材料進行剝離、拉斷等項目(mù)的試驗。
HST-H3熱封試驗儀:濟南(nán)蘭(lán)光機電技術有限公司生產,熱封溫度範(fàn)圍為室溫 ~ 300 ℃,熱(rè)封時間為(wéi)0.1 s ~ 999.9 s,熱封壓力為0.05 MPa ~ 0.7 MPa,該(gāi)設備基於熱壓封(fēng)口測試方法,可用於測定各種熱封複合膜的熱(rè)封溫度(dù)、熱封時間以及熱封壓力等關鍵參數。
XLW(EC)智能電子拉力試驗機:濟南蘭(lán)光機電技術有限公司生產,行程最大為950 mm,試驗速度為50、100、150、200、250、300、500七檔可選,力值量程為0 N ~ 500 N,0 N ~ 50 N兩檔可選(xuǎn)。適用於塑(sù)料薄膜、複(fù)合材料(liào)、軟質包裝材料、塑(sù)料軟(ruǎn)管、膠粘劑(jì)、膠粘帶、金屬箔、隔膜、背板材料、無紡布、橡膠、紙張等產品的拉伸、剝離、變形、撕裂、熱封、粘合、 穿刺力、開啟力、低速解卷力、撥開力等性(xìng)能測試。
1.2 試驗步驟
本試驗采用(yòng)常見的PA/LDPE複合膜作為驗證(zhèng)材料(liào),測試其熱粘強度與(yǔ)熱封強度。
在驗證材料表麵隨機選取10個位置點,測量其厚度,測量結果見表1。
表1 驗證材料厚度
測試(shì)次(cì)數 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 平均值 |
厚度(μm) | 97.3 | 98.0 | 97.9 | 98.2 | 98.0 | 98.4 | 99.2 | 99.4 | 98.9 | 99.1 | 98.4 |
(1) 熱粘性參數選擇
沿驗證材料的縱向方(fāng)向隨機裁製(zhì)寬15 mm,長35 cm的試樣45條。設置儀器的密(mì)封(fēng)持續時間為1 s,設置儀器的密封壓力為29 N/cm2,設置儀器的延遲(chí)時間為100 ms,夾具的分離速度設置為1500 mm/min(儀器設備固定值)。設置起始密封溫度為125 ℃,將(jiāng)試樣的密封麵向上,夾持在熱粘(zhān)拉力試驗儀上,進行熱粘強(qiáng)度的測試,做5次平行(háng)試(shì)驗。隨後每隔2.5 ℃做一組試驗,直至152.5 ℃熱粘強度明顯下降時為止,每個密封溫(wēn)度均做5次平行試驗。
(2) 熱(rè)封參數選擇(zé)
沿材料(liào)的縱向方向隨機(jī)裁(cái)製長15 cm、寬7.5 cm的試樣44片。在熱封試驗儀(yí)上設置持續時間為(wéi)1 s,在熱封(fēng)試驗儀上設置熱封壓力為290 kPa,設(shè)置初始(shǐ)熱封溫度為95 ℃,隨機取出2片試樣疊放,熱封麵相對(duì),熱封刀平(píng)行(háng)於試樣的橫向進行熱封。隨(suí)後每升高5 ℃,按照上述方法對隨機抽取的試樣進行(háng)熱封,直至熱封溫度為200 ℃試樣嚴重變(biàn)形為止。沿試樣的縱向方向,分別(bié)將每個熱封後的試樣裁剪成寬(kuān)15 mm的試樣條5條。
將試樣條放在(23±2) ℃,相(xiàng)對濕度(50±5) %條件下調節(jiē)至少24 h後,分別測試每個溫度下試樣條(tiáo)的熱封強度,拉力試驗機的夾具初始間距設置為5 cm,移動速度設置為300 mm/min。
2. 結果與討論
2.1 最佳熱粘強度下熱封(fēng)參數(shù)的(de)選擇(zé)
各溫度下的試驗結果如表2所示。
表2 不同溫度下試樣的熱粘強度
試驗溫度 (℃) | 熱粘強度(N/15mm) | ||||||
1 | 2 | 3 | 4 | 5 | 平均值 | 標(biāo)準偏差 | |
125 | 0.60 | 0.75 | 0.60 | 0.90 | 0.75 | 0.72 | 0.13 |
127.5 | 1.80 | 2.10 | 1.65 | 1.65 | 1.95 | 1.83 | 0.20 |
130 | 2.85 | 3.00 | 2.85 | 2.85 | 2.85 | 2.88 | 0.067 |
132.5 | 3.30 | 3.30 | 3.60 | 3.45 | 3.45 | 3.42 | 0.13 |
135 | 4.20 | 4.05 | 4.65 | 4.35 | 4.20 | 4.29 | 0.23 |
137.5 | 4.65 | 4.65 | 5.10 | 4.65 | 4.65 | 4.74 | 0.20 |
138.5 | 4.95 | 4.95 | 4.80 | 4.50 | 4.65 | 4.77 | 0.20 |
140 | 4.05 | 4.20 | 4.65 | 3.90 | 4.20 | 4.20 | 0.28 |
142.5 | 4.05 | 4.05 | 4.20 | 4.20 | 4.35 | 4.17 | 0.13 |
145 | 3.75 | 3.60 | 3.45 | 3.90 | 3.15 | 3.57 | 0.29 |
147.5 | 1.65 | 1.65 | 1.65 | 1.65 | 1.50 | 1.62 | 0.070 |
150 | 1.20 | 1.80 | 1.80 | 1.65 | 1.20 | 1.53 | 0.31 |
152.5 | 1.35 | 1.50 | 1.50 | 1.50 | 1.20 | 1.41 | 0.13 |
根據表2中數據,繪製試樣的熱粘曲線如圖1所示。
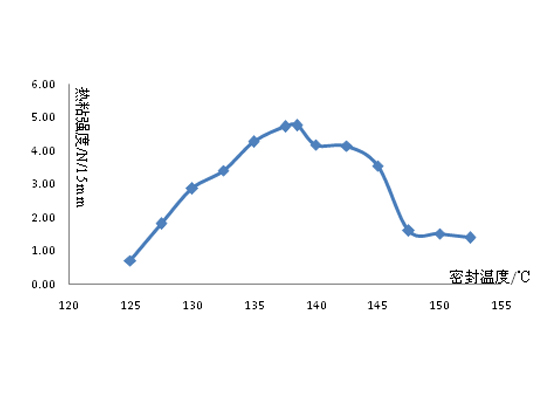
圖1 熱粘曲線圖
上述表2及圖1中的數據顯示,在125 ℃ ~ 138.5 ℃溫度範圍內,熱粘強度隨著密(mì)封溫(wēn)度的增加而增(zēng)加,溫(wēn)度超過138.5 ℃後,繼(jì)續增加密封溫度,熱(rè)粘強度降(jiàng)低。為(wéi)了確保試樣具有足夠的熱粘強度,試樣的密封溫度應控製在135 ℃ ~ 140 ℃之間。
由於PA/LDPE材料厚度及剝離強度的不均勻性,導致試樣在同樣的密封溫度下熱粘強度存在一定(dìng)偏(piān)差(chà),但該偏差仍處於規(guī)定範圍內。從試驗現象發現,當試樣的密封溫度低於(yú)132.5 ℃時,發生粘合劑破壞,密封區完全(quán)剝開,密封(fēng)溫度為135 ℃ ~ 142.5 ℃時,發生分層破壞,密封區完全剝開,密封(fēng)溫度145 ℃ ~ 147.5 ℃時,發生分層破壞和部分內聚性破壞,密封區完全分開,密封溫度150 ℃ ~ 152.5 ℃時,發生(shēng)內聚性破壞,密封區未完全剝開。因此,為了防止熱態密(mì)封區在(zài)包裝過程中發生破壞,材料的密封溫度應大於132.5 ℃。綜合上述分析可知,驗證材料PA/LDPE的最佳密封溫度範(fàn)圍(wéi)為135 ℃ ~ 145 ℃。
2.2 最佳熱封強度(dù)下熱封參(cān)數的選擇
從熱(rè)封後熱(rè)封區形態可(kě)以看出,隨著(zhe)熱封(fēng)溫度的升高,試樣熱封(fēng)區的平整(zhěng)性逐漸變差,到155 ℃時熱封邊出現(xiàn)明顯變形,200 ℃時熱封邊皺縮變形嚴重。因此,從包裝的美觀角(jiǎo)度(dù)出發,熱封溫(wēn)度應控(kòng)製在155 ℃以下。
測試熱封強度(dù)後,隨(suí)著熱封溫度的增加,熱封區的破壞形式(shì)由熱封界麵完全剝開逐漸(jiàn)演變為熱封(fēng)界麵部分剝開、試樣拉伸後遠離(lí)熱封處斷裂、試樣拉伸後熱封根部斷裂。當破壞形式為熱封根部斷裂時,在包裝(zhuāng)的儲存、運輸過程中,熱封口(kǒu)處易發生破袋,由一係列試驗現(xiàn)象可知,材料的熱封(fēng)溫(wēn)度(dù)應控(kòng)製在200 ℃以下(xià)。
試驗(yàn)測得不同溫(wēn)度(dù)下試樣的熱封強度數據如表3中所示。
表3 不(bú)同溫度(dù)下的熱封強度
試驗溫度 (℃) | 熱(rè)封強度(N/15mm) | ||||||
1 | 2 | 3 | 4 | 5 | 平均值 | 標準偏差(chà) | |
95 | 0.039 | 0.042 | 0.037 | 0.038 | 0.04 | 0.039 | 0.0019 |
100 | 0.089 | 0.08 | 0.089 | 0.083 | 0.084 | 0.085 | 0.0039 |
105 | 0.12 | 0.12 | 0.12 | 0.13 | 0.12 | 0.12 | 0.0045 |
110 | 0.23 | 0.21 | 0.21 | 0.21 | 0.24 | 0.22 | 0.014 |
115 | 0.44 | 0.39 | 0.44 | 0.42 | 0.48 | 0.43 | 0.033 |
120 | 3.92 | 4.16 | 4.06 | 3.83 | 3.95 | 3.98 | 0.13 |
125 | 17.99 | 20.01 | 17.58 | 19.97 | 20.47 | 19.20 | 1.32 |
130 | 47.58 | 47.52 | 47.92 | 47.33 | 47.43 | 47.56 | 0.22 |
135 | 65.86 | 67.87 | 67.15 | 63.83 | 67.75 | 66.49 | 1.69 |
140 | 63.73 | 62.63 | 61.15 | 63.98 | 62.65 | 62.83 | 1.12 |
145 | 68.73 | 65.47 | 66.33 | 68.26 | 67.21 | 67.20 | 1.34 |
150 | 56.06 | 54.94 | 54.12 | 53.20 | 55.48 | 54.76 | 1.13 |
155 | 61.72 | 62.84 | 59.54 | 62.36 | 59.44 | 61.18 | 1.59 |
160 | 57.07 | 58.58 | 58.36 | 58.26 | 59.96 | 58.45 | 1.03 |
165 | 63.66 | 60.76 | 59.33 | 60.65 | 59.64 | 60.81 | 1.71 |
170 | 74.58 | 75.50 | 78.82 | 78.36 | 76.98 | 76.85 | 1.81 |
175 | 78.46 | 75.96 | 77.06 | 78.38 | 76.87 | 77.35 | 1.07 |
180 | 73.38 | 71.36 | 70.73 | 74.09 | 72.19 | 72.35 | 1.39 |
185 | 61.06 | 63.99 | 64.34 | 64.59 | 65.59 | 63.91 | 1.70 |
190 | 69.20 | 69.23 | 69.07 | 73.24 | 71.56 | 70.46 | 1.87 |
195 | 65.20 | 69.05 | 66.97 | 64.35 | 65.62 | 66.24 | 1.83 |
200 | 63.72 | 62.25 | 59.61 | 60.21 | 63.70 | 61.90 | 1.92 |
根據表3中數據繪製熱封曲線如圖2所示。
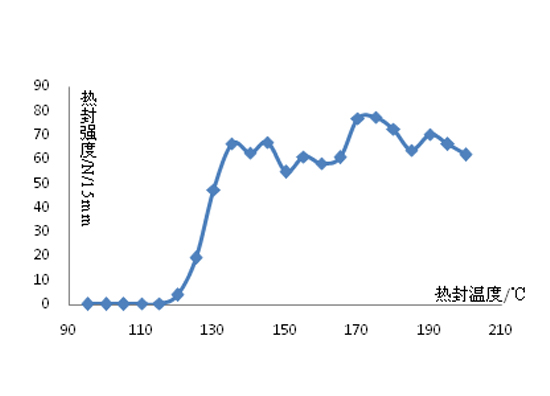
圖2 熱封曲線圖
分析表3和圖2中的試驗數據可知,熱封溫度在95 ℃ ~ 135 ℃範圍內時,隨著熱封溫度的升高,試樣的熱封強度呈上升趨勢,當熱封溫度超過135 ℃時,隨著熱封溫度的升高,熱封強度變化幅度較小,出現波動。因此,為了保證材料具有足夠的熱封強度,應將熱封溫度控製(zhì)在135 ℃以(yǐ)上。
另外(wài),同一溫度下試樣的熱封強度(dù)存(cún)在一定偏差,但仍處於規定範圍內,試樣厚度的波動是(shì)造成熱封(fēng)強度存在(zài)偏差的原因之一。綜合上述分析(xī)可知,驗證材料PA/LDPE的最佳熱封溫度範圍為135 ℃ ~ 150 ℃。
3. 結論
為獲得PA/LDPE良好的熱粘強度和熱封強度(dù),在(zài)熱封(fēng)設備穩定的情況下(xià),熱封試驗儀(yí)上設置持續時間為1 s,熱封壓力為290 kPa(即(jí)29 N/cm2),經過係列試驗選擇(zé)出最佳的熱封範圍為135 ~ 145 ℃。較低或(huò)較高的熱封溫度會引起熱粘強度或熱(rè)封強度數值異常,熱封區開(kāi)口或根部斷裂(liè),導致包裝破裂。從上述試驗(yàn)數據及現(xiàn)象可知,該研究(jiū)可得到穩定而連續的試驗(yàn)結果(guǒ),試驗數據(jù)可靠,重複性好,可真實反映試樣的熱粘性能和熱封性能。
參考文獻
[1] 王東升, 郭永健, 母(mǔ)軍. PET/PE複合材(cái)料最佳熱封(fēng)工藝參(cān)數研究[J]. 包裝工程, 2012, 33(19): 72-74.
[2] 黃川華. 聚乙烯薄膜熱封性能研究[J]. 塑料包裝, 2008, 18(4): 46-49.
[3] 趙漫漫, 盧立新. 熱封溫度對PET/Al/PE包裝膜熱封性能的影響[J]. 合成樹脂及塑料, 2008, 25(1): 57-61.
[4] 唐建光. 熱封(fēng)質量分析和製袋工藝條件[J]. 包裝世界, 2003, (2): 47-50.
[5] 申素華(huá). 複合膜熱封(fēng)強(qiáng)度的(de)因素分(fèn)析[J]. 印刷技術, 2002, 7(2): 46-47.